

WASI COLLEGE
WASI 知识分享平台
*网站涉及的素材与资料来源于相关标准、经验知识、集团内参,部分来自网络,仅供参考
案例分析
阅读更多
欢迎阅读万喜知识分享平台
咨询热线 :022-88829200
如您有任何疑问,欢迎留言
E-mail: info@wasi.com.cn
或 service@wasi.com.cn
为什么普通螺母和热浸锌镀层的螺栓会无法装配 ?(表面涂层厚度与螺纹配合)
- 分类:案例分析
- 发布时间:2020-11-16 10:57:03
- 访问量:0
为什么普通螺母和热浸锌镀层的螺栓会无法装配 ?(表面涂层厚度与螺纹配合)
WASI 紧固件
A :"小万呀,你家这个热浸锌的螺栓装配螺母时拧不进去啊?”
B :"您是用的我家配套的热浸锌螺母装配的吗?”
A :"不是,配套的螺母用完了,我们用普通螺母替代的。”
为什么普通螺母和热浸锌镀层的螺栓会无法装配呢?
请跟小万一起来了解一下螺纹紧固件涂层厚度与螺纹配合之间的关系吧。
紧固件表面涂层的首要作用是防腐,其次起到一定的装饰作用。当其涂层厚度增加时,虽然紧固件的防腐性能也会增加,但是涉及到螺栓、螺母等紧固件装配时,就必须考虑表面涂层厚度对螺纹配合的影响,尤其是规格较小的螺栓、螺钉。螺距偏小,螺纹间隙所能容纳的涂层厚度低,相应的,小规格螺栓螺钉的表面涂层防腐性能也会下降。下面小万就结合现行的紧固件表面涂层标准来介绍一下螺纹紧固件表面镀层的厚度要求。
螺纹紧固件表面镀层的厚度要求
电镀层
依据ISO 4042-2018 紧固件—电镀层体系(Fasteners — Electroplated coating systems)标准要求,电镀层的公称镀层厚度为3μm-30μm。为降低因镀层厚度造成的螺纹紧固件装配干涉,螺纹紧固件的镀层厚度不能超过1/4螺纹基本偏差,下表以镀前常用的内螺纹公差G和外螺纹公差g为例,给出不同规格螺纹紧固件推荐镀层厚度值。(摘自ISO 4042)。内螺纹镀后公差带为H,外螺纹镀后公差带为h,并使用校验合格的通止规对螺纹的装配性进行检验。


非电解锌片涂层
依据ISO 10683-2018 紧固件—非电解锌片涂层体系(Fasteners — Non-electrolytically applied zinc flake coating systems)标准要求,非电解锌片涂层公称涂层厚度和防腐时间的关系见下表:(摘自ISO 10683)


热浸镀锌层
依据ISO 10684-2004 紧固件—热浸镀锌层(Fasteners — Hot dip galvanized coatings)标准要求,热浸镀锌层的局部厚度应不小于40μm,镀层批平均厚度应不小于50μm。为容纳如此厚的镀层,对螺纹的制造还需要特殊的极限尺寸。
规定了两种不同的方法和基本偏差:
第一种方法,镀后用6AZ或6AX(加大攻丝尺寸)的丝锥对螺母进行攻丝,以满足与镀前螺纹公差带位置为g或h的螺栓或螺钉的配合要求。
第二种方法,镀前用6az(减小螺纹尺寸)的螺栓或螺钉,以满足与镀后攻丝螺纹公差带位置为H或G的螺母的配合要求。
对于规格小于M8和螺距小于1.25mm的螺纹紧固件,不推荐采用热浸镀锌层作为表面处理涂层。下表以常用的内螺纹公差H和外螺纹公差g为例,给出不同规格螺纹紧固件推荐镀层厚度值。(摘自ISO 10684)


表面涂层厚度对螺纹配合的影响
涂层厚度和螺纹基本中径的几何关系
当涂层厚度t为了实现某一特定的耐腐蚀性能要求时,螺纹基本中径尺寸会增加4t。见以下螺纹模型计算过程:
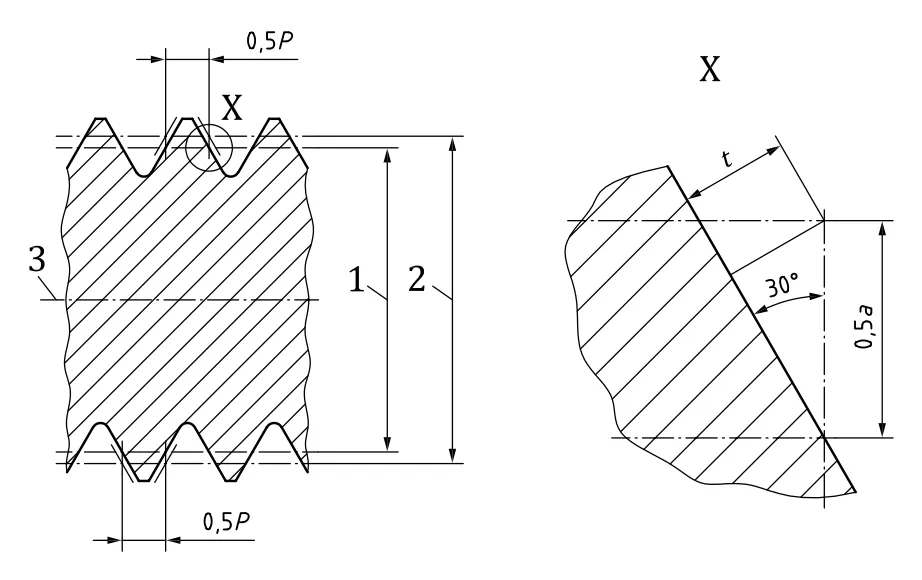
其中
a — 表面涂层导致的螺纹中径变化
P — 牙距
t — 涂层厚度
1 — 涂覆前螺纹中径
2 — 涂覆后螺纹中径
3 — 螺纹轴线
电镀层
电镀工艺依靠电解原理实现镀层沉积,镀层整体厚度不高,当镀前内螺纹公差带为G,外螺纹公差带为g时,可以满足镀后内螺纹公差带为H,外螺纹公差带为h的镀覆要求,不会影响螺纹装配。需要注意的是,当需要较高的耐腐蚀性而增加镀层厚度时,仍需按照标准要求对螺纹的配合间隙进行特殊调整。
非电解锌片涂层
非电解锌片涂层通常采用浸入 — 旋转工艺进行涂覆,此工艺会导致涂层厚度不均匀。浸入 — 旋转工艺会导致表面涂层出现局部厚度显著变厚,一般会超出涂层厚度1/3~1/2。下表以涂覆前常用的内螺纹公差G和外螺纹公差g为例,给出不同规格螺纹紧固件的最小配合间隙。(摘自ISO 10683)


热浸镀锌层
热浸镀锌层的厚度远高于常规的H/g螺纹配合间隙。为容纳热浸镀锌层,规定了两种不同的方法和基本偏差:
第一种方法镀后用6AZ或6AX的丝锥对螺母进行攻丝,以满足与镀前螺纹公差为g或h的螺栓的配合要求。
第二种方法镀前用6az的螺栓,以满足与镀后攻丝螺纹公差为H或G的螺母的配合要求。
因此在进行镀覆时必须参照标准要求对螺母或螺栓的螺纹进行特殊处理,并配套选用热浸镀锌层紧固件,以免出现无法装配的情况。
综上所述,对于热浸锌镀层的紧固件需配套进行装配,与其它涂镀层产品无法装配。
小万君本期分享的案例知识对您有帮助吗?咱们下期再见!
扫二维码用手机看
 热线:
热线: d-li1@hnair.com
d-li1@hnair.com












 16622728686 16622726868
16622728686 16622726868


