

WASI COLLEGE
WASI 知识分享平台
*网站涉及的素材与资料来源于相关标准、经验知识、集团内参,部分来自网络,仅供参考
表面涂层
阅读更多
欢迎阅读万喜知识分享平台
咨询热线 :022-88829200
如您有任何疑问,欢迎留言
E-mail: info@wasi.com.cn
或 service@wasi.com.cn
电镀层 - GB/T5267.1 / ISO4042
- 分类:表面涂层
- 发布时间:2021-06-21 16:12:51
- 访问量:0
紧固件 电镀层 GB/T5267.1 - ISO4042
根据紧固件电镀层标准GB/T 5267.1,其对标准范围做了如下规定:
■ 本部分规定了钢或铜合金电镀紧固件的尺寸要求、镀层厚度,并给出了高抗拉强度紧固件或硬化或表面淬硬紧固件消除氢脆的建议。
■ 本部分等同采用国际标准ISO4042:1999《紧固件 电镀层》(英文版)。
尺寸要求和量规检查
电镀前尺寸要求
■ 除非有明确要求,否则,镀前尺寸应符合相应的国家标准或其他适用标准的规定。
■ 镀层厚度适用于按GB/T192、GB/T9145和GB/T2516规定的普通螺纹,并取决于基本偏差的可利用性,还取决于螺纹和下列公差带位置:
外螺纹:g、f、e;
内螺纹:G;或有要求时:H
■ 这些公差带位置优先于电镀层
电镀后尺寸要求
■ 电镀后,普通螺纹按GB/T 3934的规定:用公差带位置为h或H的通规分别检验外螺纹或内螺纹。
■ 其他产品尺寸要求仅用于镀前。
注:应当注意,在内扳拧的情况下,相对较厚的镀层可能影响公差较严的尺寸,在这种情况下,供需双方应有协议。
减少氢脆的措施
零件在下列情况下,存在氢脆失效的危险
■ 高抗拉强度或硬化或表面淬硬;
■ 吸附氢原子;
■ 在拉伸应力状态下。
当芯部硬度或表面硬度大于320HV时
应在工艺过程中通过试验对氢脆进行检验,如按GB/T 3098.17进行,以确保工艺过程中发生的氢脆在可控状态下。如发现氢脆存在,应修改制造工艺过程的参数,包括烘干过程(更详细的资料,见GB/T5267.1-2002资料性附录A)
当硬度超过365HV时
供需双方应在协议中明确规定如何控制氢脆风险的条款;如无此协议,制造者则应采用其推荐的操作规程,以减少氢脆发生的风险。
不能保证完全消除氢脆
如果希望减少氢脆发生的概率,修改任何工艺过程都应进行评估。
注:生成过程中,工艺试验是减少氢脆的有效方法。
防腐蚀措施
■ 电镀层的防腐蚀性能主要取决于镀层厚度。
■ 除增加镀层厚度,铬酸盐转化处理也可增加锌和隔镀层的防腐蚀性能。
■ 与金属制品和原材料的接触、湿度和工作温度的持续时间和频率,都可能影响镀层的防护性能。
注:金属镀层耐腐蚀试验资料,在GB/T5267.1-2002资料性附录B中给出。
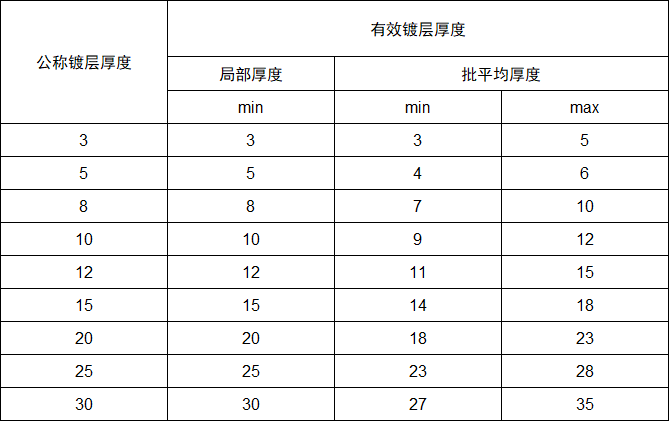
镀层厚度的技术要求
由有关电镀标准推荐的公称镀层厚度,以及相应的局部厚度和批平均厚度,在下表中给出。 (下表中单位为微米)
镀层厚度的测量
局部厚度
■ 局部厚度不应小于订单中规定的最小厚度,并按照镀层标准规定的方法之一进行测量。
■ 螺栓、螺钉和螺母厚度测量应在GB/T5267.1-2002中10.1图示的试验表面进行。
批平均厚度
■ 批平均厚度测量应按GB/T5267.1-2002规范性附录D所述的方法进行。
■ 当测量值超过批平均厚度最大值时,如果镀后螺纹能用适当的通规(H或h)验收通过,则不应拒收。
签订电镀技术要求
按GB/T5267.1-2002要求订购电镀螺纹零件时,应对电镀者提供下列信息:
a)镀层标记,以及有要求时,还可以提供按GB/T5267.1-2002所希望的镀层;
b)零件材料和状态,如热处理、硬度或其他性能等在电镀过程可能受影响的性能;
c)应力消除状态,如需要,应在电镀之前进行;
d)如需要,对氢脆风险的预防措施的技术要求;
e)如需要,批平均镀层厚度测量优先;
f)选择电镀或减小螺纹尺寸的技术要求;
g)有关光泽或无光泽要求,除非另有规定,应提供光亮处理;
h)补充的镀层技术要求,如润滑要求。
标记
紧固件标记应按照相应的产品标准规定。表面镀层的标记应按GB/T 1237 规定增加到产品的标记中,并符合下列要求:
A类:见GB/T5267.1-2002规范性附录E代号标记方法,或
B类:见GB/T9797(镍+铬和铜+镍+铬)、GB/T9799(锌)、GB/T13346(镉)和GB/T9800(铬酸盐转化膜)规定的分级和类型代号。
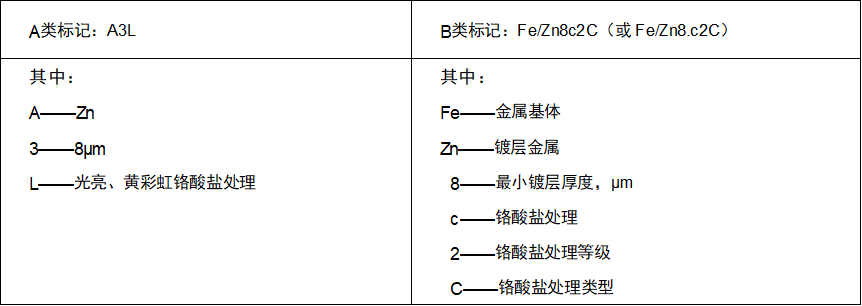
镀层标记示例如下(GB/T5267.1-2002附录F内容):
■ 示例1:电镀锌、镀层厚度8μm、光亮、黄彩虹铬酸盐处理的标记:
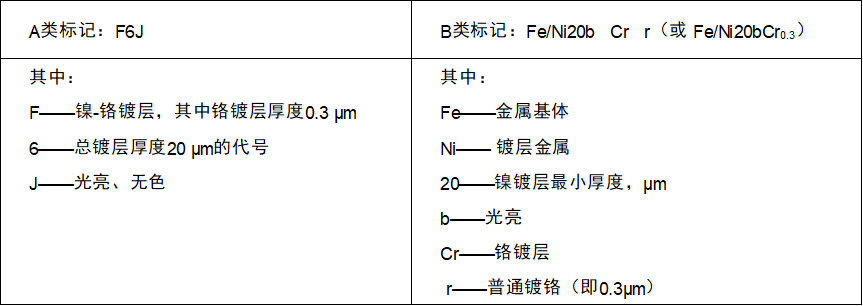
■ 示例2:电镀镍、镀层厚度20μm、光亮+普通铬镀层(0.3μm)的标记:
附录,详情请联系我司
附录A (资料性附录) 去除氢脆措施
附录B (资料性附录) 金属镀层盐雾腐蚀的防护性能
附录C (资料性附录) 可容纳的金属镀层厚度的指导程序
附录D (规范性附录) 批平均镀层厚度的测量方法
附录E (规范性附录) 螺纹零件电镀层A类代号标记方法
附录F (资料性附录) 镀层标记示例
附录G (资料性附录) 螺栓、螺钉和螺母的表面积
扫二维码用手机看
 热线:
热线: d-li1@hnair.com
d-li1@hnair.com












 16622728686 16622726868
16622728686 16622726868


