

WASI COLLEGE
WASI 知识分享平台
*网站涉及的素材与资料来源于相关标准、经验知识、集团内参,部分来自网络,仅供参考
表面涂层
阅读更多
欢迎阅读万喜知识分享平台
咨询热线 :022-88829200
如您有任何疑问,欢迎留言
E-mail: info@wasi.com.cn
或 service@wasi.com.cn
非电解锌片涂层 - GB/T5267.2 / ISO10683
- 分类:表面涂层
- 发布时间:2021-06-22 11:45:32
- 访问量:0
紧固件 非电解锌片涂层 GB/T5267.2 - ISO10683
作者 WASI紧固件 话题 表面涂层 非电解锌片涂层 ISO 10683 GB/T5267.2
根据紧固件 非电解锌片涂层标准GB/T 5267.2,其对标准范围做了如下规定: 本部分规定了钢制紧固件的非电解锌片涂层的技术要求。
本部分使用重新起草法修改采用ISO 10683:2014《 紧固件 非电解锌片涂层》(英文版) 。
本部分与ISO 10683:2014 的技术性差异及其原因如下:
■ 在规范性引用文件中, 用我国标准代替国际标准( 第 2 章) , 增加引用 GB/T 90.3 (4.3 ) 、 GB/T5782(B.6.1) 、GB/T5783(B.6.2)
和 GB/T1237(5.1) 以符合我国紧固件标准;
■ 固化温度可高达350 ℃ 改为320 ℃ (4.3) , 以符合目前国内主要产品的固化温度要求;
■ 涂层厚度和结合力是衡量涂层性能的重要因素, 每批产品的强制性试验增加对涂层厚度和/或涂层质量和附着力/结合力的试验(GB/T5267.2-2017的8.2)
涂层的通用特性
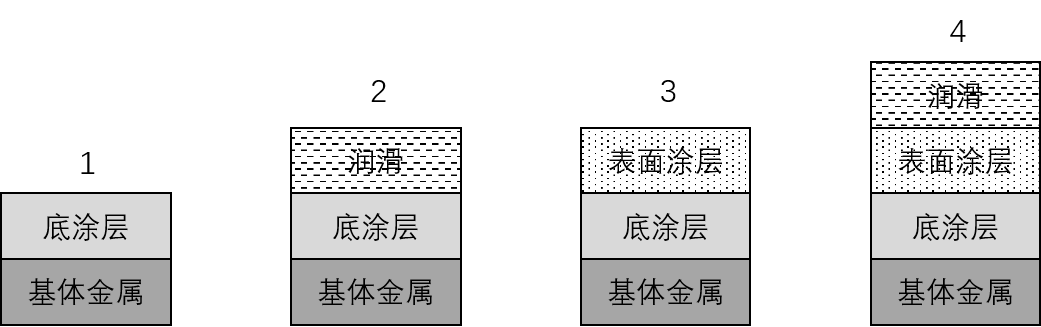
■ 非电解锌片涂层是将钢制紧固件表面涂上锌片, 在适当的介质中, 通常加入片状铝。 在热固化作用下, 使锌片与锌片、 锌片与基体之间产生粘接, 形成导电性良好、 能起阴极防护作用的无机表面涂层。 涂层可能含有或不含有六价铬。
■ 锌片涂层组成的四种基本类型
■ 固化
根据锌片涂层类型, 固化温度可高达350 ℃ 。 固化温度不应高于紧固件回火温度。
警告: 固化过程(尤其是温度更高和/或持续时间更长) 可能影响热处理后滚压螺纹紧固件的疲劳极限。
■ 避免内部氢脆
► 当由于功能特性不适用于机械清洗时(例如: 紧固件组合件、 内螺纹紧固件、 涂油紧固件) , 可能会采用化学清洗(酸洗) , 采用带有适当缓蚀剂的酸和最短的清洗周期以使内部氢脆风险最小化。
硬度高于385 HV 或者性能等级12.9 级或以上的紧固件不应选择酸洗, 清洗和涂覆之间的时间间隔应尽可能短。
► 磷化过程可以替代机械清洗(预处理过程中可能产生氢, 而在固化过程中允许向外扩散) 。 磷化和涂覆之间的时间间隔应尽可能短。
► 不应进行电解清洗。
注: 锌片涂层对氢具有高渗透性, 在预处理过程中吸收的氢在固化过程中可向外扩散。
耐腐蚀和试验
中性盐雾试验
■ 中性盐雾试验应在涂覆24 h 后, 在分拣、 包装和/或装配前, 对紧固件单独进行。
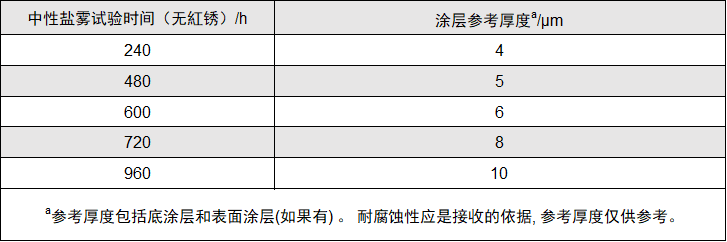
■ 按表下表规定的试验时间进行中性盐雾试验后, 在基体金属上不应有肉眼可见的金属腐蚀(红锈)
散装搬运, 进料和/或分拣、 储存和运输的自动处理
■ 散装搬运、 进料和/或分拣的自动化处理过程、 储存以及运输, 可能会引起涂层防腐能力显著降低,这取决于涂层体系和紧固件的类型及几何形状。
尤其可能发生在自我修复性较小的和/或表面涂层对撞击损伤和/或擦伤敏感的无铬(六价) 涂层体系里。
■ 必要时应签订供需协议, 确定降低中性盐雾试验的最小周期和/或增加涂层系统厚度等。
尺寸要求和测试
涂层厚度
■ 当考虑预期达到的耐腐蚀性所需的涂层厚度时, 应考虑涂层厚度分布的不均匀性, 参见GB/T5267.2-2017附录 B.3。
■ 涂层厚度对可测量性有显著影响, 应考虑螺纹公差和螺纹间隙。
可测量性和装配性
■ 涂覆后,ISO 米制螺纹应按符合 GB/T 3934 规定的外螺纹公差位置h 和内螺纹公差位置 H 的通规进行测量。
■ 当用环规测量涂覆后的外螺纹时, 允许的最大扭矩为0.001d3 (N· m)。 其中,d 是螺纹公称直径(mm), 具体扭矩数值请查询GB/T5267.2-2017表2
其他接收程序可由供需协议:
■ 对外螺纹, 使用相配的螺母或原配紧固件;
■ 对内螺纹, 使用相配的芯棒或原配紧固件。
机械、 物理性能和试验
外观
■ 锌片涂层的颜色初始为银灰色。 其他颜色可通过使用表面涂层获得。 除非另有协议,颜色变化不应拒收,如已明确表面需要精饰的外观。
■ 涂层不应有可能对紧固件耐腐蚀性造成不良影响的气泡和未涂覆区域。 涂层局部过厚不得影响功能特性。功能特性指螺纹尺寸和GB/T5267.2-2017附录 A.2中的内容
耐腐蚀性与温度的关系
■ 高温会影响涂覆紧固件的耐腐蚀性。涂覆紧固件加热至150 ℃ (紧固件温度) , 保温3 h 后, 耐腐蚀性仍应符合GB/T5267.2-2017耐腐蚀的规定。
厚度或涂层质量测定试验方法
■ 涂层厚度或涂层质量应采用以下试验方法之一确定:
► 磁性法(测定测量区域内局部总厚度) ;
► X 射线法(仅能测定测量区域内底涂层局部厚度) ;
► 称重法(用化学或机械方法去除涂层, 测定紧固件平均涂层总质量, 即单位面积平均涂覆量) ;
► 金相显微镜法(按 GB/T6462 规定的方法, 测定紧固件任一部位的局部涂层总厚度) 。
■ 如有争议, 应使用 GB/T6462 规定的金相显微镜法, 按标准GB/T5267.2-2017中图2 规定的部位进行厚度测量。
延展性
■ 锌片涂层一般没有良好的延展性, 如: 涂覆后变形可能会影响耐腐蚀性。 延展性应与紧固件装配过程中发生的弹性变形相匹配。
如: 在安装过程中拧紧螺纹紧固件, 压平锥 形垫圈, 卡箍弯曲
■ 锌片涂层的变形能力不应影响紧固件的性能, 如: 有规定时, 耐腐蚀性、 扭矩-拉力关系。 因此, 对特定应用的适应性试验应由供需协议确定。
注: 延展性不足会产生影响耐腐蚀性的涂层裂纹/剥落。
附着力/结合力
■ 将25 mm 宽、 附着力为(7±1) N 的胶带, 用手压紧在涂覆零件表面, 随后再垂直于表面急速拉开。锌层不应从基体上脱落, 但允许有少量的涂覆材料粘贴在胶带上。
注: 在紧固件表面和胶带上有肉眼可见的涂料通常是由于结合力不够; 基层金属可见和胶带上有肉眼可见的涂覆材料通常是由于附着力不够.
牺牲阴极防护
■ 用公称宽度(刃口宽度) 为0.5 mm 的工具, 将紧固件涂层划伤到基体金属。 按第5 章规定进行中性盐雾试验,72 h 试验后, 划伤部位应无红锈
锌片涂层体系的标记
应按 GB/T1237 的规定增加非电解锌片涂层的标记
■ 锌片涂层体系应按下表标记。 使用斜线(/)分隔涂层标记中的数据字段, 叉(× ) 表明一个项目自愿省略。
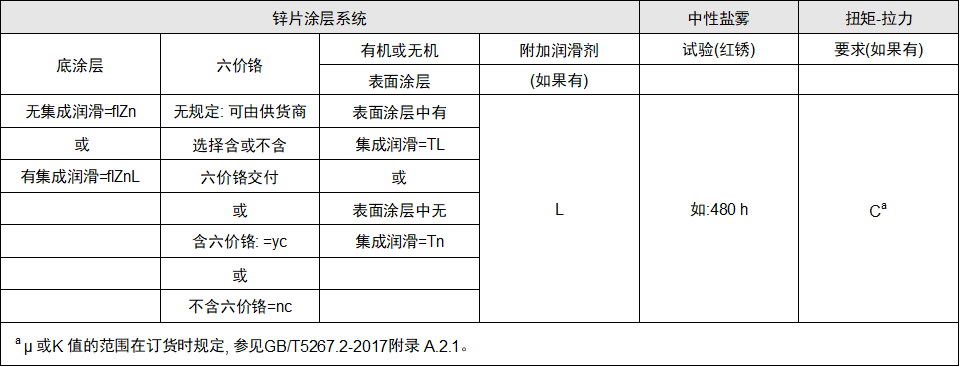
■ 标记示例:
►非电解锌片涂层紧固件(flZnL) , 集成润滑、 不含六价铬(nc) , 无表面涂层, 要求最短480 h 中性盐雾试验, 无特殊扭矩-拉力要求的标记:
[紧固件标记]-flZnL/nc/×/×/480 h/×
►非电解锌片涂层紧固件(flZn) , 不含六价铬(nc) 、 无集成润滑、 有表面涂层但无集成润滑(Tn) 、 有附加润滑(L) 、 要求最短960 h 中性盐雾试验、
摩擦系数μ=0.17±0.03(C) 的标记: [紧固件标记]-flZn/nc/Tn/L/960 h/C
订货要求
按本部分订购非电解锌片涂层紧固件时, 应提供下列信息:
a) 引用本部分的涂层标记(见GB/T5267.2-2017第9 章) ;
b) 涂覆工艺可能会影响紧固件材料性能, 如: 回火温度、 硬度或其他性能;
c) 扭矩-拉力要求(如果有) , 包括技术要求和相应试验方法(如:GB/T16823.3) ;
d) 其他要求(如: 耐化学性、 粘合适应性、 导电性/绝缘性) ;
e) 需要进行的试验(见第8 章) ;
f) 抽样;
g) 颜色, 如果不同于银灰色;
h) 需要进行的精饰外观。
附录(资料性附录),详情请联系我司
附录A 涂覆紧固件的设计和安装
附录B ISO米制螺纹涂层厚度和螺纹间隙
附录C 涂覆紧固件中性盐雾试验箱的耐腐蚀性控制
扫二维码用手机看
 热线:
热线: d-li1@hnair.com
d-li1@hnair.com












 16622728686 16622726868
16622728686 16622726868


