

WASI COLLEGE
WASI 知识分享平台
*网站涉及的素材与资料来源于相关标准、经验知识、集团内参,部分来自网络,仅供参考
机械性能
阅读更多
欢迎阅读万喜知识分享平台
咨询热线 :022-88829200
如您有任何疑问,欢迎留言
E-mail: info@wasi.com.cn
或 service@wasi.com.cn
ISO 2330 丨GB/T 3098.9 紧固件机械性能-有效力矩型钢锁紧螺母
- 分类:机械性能
- 发布时间:2022-02-07 14:52:03
- 访问量:0
ISO 2330丨GB/T 3098.9 紧固件机械性能 有效力矩型钢锁紧螺母
适用范围及技术要求
本标准规定了在环境温度为10℃~35℃条件下进行试验,有效力矩性钢锁紧螺母的功能特性。包括组合试验方法同时确定有效力矩特性和扭矩-夹紧力的特性。
本标准适用于符合以下规定的有效力矩型全金属锁紧螺母和非金属嵌件锁紧螺母:
——符合GB/T 192规定的普通螺纹;
——符合GB/T 193和GB/T 9144规定的直径与螺距组合;
——螺纹规格M5~M39、粗牙螺纹,螺纹公称直径d=8mm~39mm、细牙螺纹;
——符合GB/T 9145规定的螺纹公差;
——机械性能符合GB/T 3098.2。
术语和定义
有效力矩型螺母
——螺母借助自身的有效力矩特性使其不能再相配螺纹上自由转动,并能在夹紧力或压缩里之外提供一定程度的防止转退的功能。
螺母产生的有效力矩
——无轴向载荷下,螺母在相配螺纹上转动所需力矩。
拧入有效力矩
——螺母在相配螺纹上无轴向载荷时,拧入的力矩。
拧出有效力矩
——拧出螺母直至去除轴向载荷,继续转动360°出现的力矩。
有效力矩型全金属锁紧螺母
——螺母有一个或多个金属元件限制螺母螺纹和/或螺母体或金属嵌件提供有效力矩特性。
有效力矩型非金属嵌件锁紧螺母
——螺母有多个元件,由螺母中的非金属嵌件提供有效力矩特性。
密切点
——拧紧过程中,首次出现夹紧力的点。
螺纹要求
除有效力矩部分外,螺母的螺纹应符合GB/T 9145的规定:
1)非金属嵌件有效力矩型螺母,应能用手将通规顺利拧至嵌件处;
2)全金属有效力矩型螺母,应能用手将通规顺利拧入至少一个螺距。
有效力矩特性的功能要求
拧入有效力矩值不应超过规定的数值。
拧出有效力矩值应大于规定的数值。
对于验收检查,除非另有协议,应进行第1次拧入/拧出试验。
对于初次型式试验和仲裁试验,除非另有协议,应进行第5次拧出试验。
随着重复使用次数增加,有效力矩性能降低。螺母再次使用前,使用者应考虑性能下降的影响。
当要求时,有效力矩型非金属嵌件锁紧螺母进行耐温性能试验。
试验方法
试件应为经尺寸等检验合格的螺母。
1.1 保证载荷试验
本试验适用于公称直径为:M5≤D≤M39的所有性能等级的螺母。
将螺母试件拧入试验螺栓或淬硬芯棒上。测量并记录再第一扣完整螺纹穿过有效力矩部分后的360°中出现的最大有效力矩值,继续拧入直至有3扣完整螺纹露出螺母顶面。仲裁试验时,对非金属嵌件锁紧螺母应使用淬硬芯棒;对全金属锁紧螺母应使用试验螺栓。在螺母拧入试验螺栓或淬硬芯棒的过程中,记录第一扣完整螺纹穿过有效力矩部分后出现的最大有效力矩。
载荷等于GB/T 3098.2规定的螺母保证载荷,由试验螺栓或淬硬芯棒对螺母支撑面施加轴向拉力载荷并保持15s,螺母应能承受该载荷而无螺纹脱扣或螺母断裂。保证载荷试验是验收试验。
在选出螺母的过程中,测试选出半圈后出现的最大有效力矩。该值不应超过拧入时记录的最大有效力矩。
注:当螺母螺纹没有损坏时,用于有效力矩试验螺母可以用于保证载荷试验。
1.2 有效力矩试验
本试验方法可同时测定有效力矩型螺母的下列特性:
——功能特性(由螺母产生的有效力矩)
——按GB/T 16823.3扭矩-夹紧力性能试验。
试验装置安装示意图如图,有效力矩测量精度应为测量值的±5%。在有效力矩试验过程中,试验装置不应产生夹紧力。下图为试验安装示意图。

1.2.1 试验零件
试验螺栓/螺钉和试验支撑板/垫圈,见GB/T 16823.3。除非另有协议,应采用HH型试验支撑板/垫圈,除试验芯棒外,试验零件只能使用一次。
有争议时,除非另有协议,试验螺栓/螺钉和试验支撑板/垫圈表面状态按GB/T 16823.3,如表面粗糙度、无镀层和油渍。
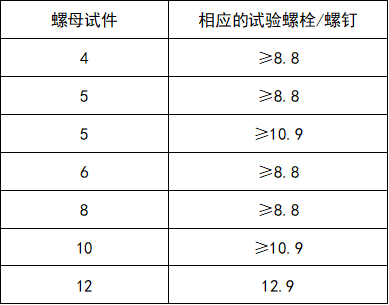
试验螺栓/螺钉性能等级应按表中规定进行选择。
1.2.2 试验程序
1.2.2.1 第一次拧出试验
试验可以在适当的试验装置上自动完成,或使用适当的手动工具,如扭矩扳手和载荷传感器完成。
有争议时,采用自动模式。
扭矩-夹紧力试验条件按GB/T 16823.3的规定。
试验螺栓/螺钉置入试验装置后,将螺母试件用手拧在螺栓/螺钉上,直至螺母有效力矩部分与螺栓/螺钉啮合。试验前,试验螺栓/螺钉末端不能露出螺母顶面。拧紧时,应有(3~5)P露出螺母顶面,如图所示。
拧紧装置起动相当于安装阶段的起点。
由第1点连续、均匀地转动螺母,直至试验夹紧力达到F80。应记录并评定对应夹紧力为F75时的扭矩值。
注:F80值提供关闭信号给试验装置,以确保F75值时可以精确评定。
应确定密切点。在第1点和第3点之间测量拧入有效例句TFv,max,测量值不能超过规定的TFv,max。
施加反向扭矩将螺母旋出直至试验螺栓/螺钉上夹紧力降到“0”。继续旋出,测量在随后转动360°的一周中出现的最大拧出有效力矩TFd,max,扭矩应等于或大于规定的第一次拧出有效力矩TFd,min,第6点相应的角坐标为第4点角度减360°。
螺母继续旋出直至到达初始角坐标位置。
在旋出螺母过程中,应连续和均匀的由试验夹紧力F80点旋转至第1点。
螺母完全旋出后,螺母和螺栓螺纹不应损坏。有争议时,试验螺栓应使用环规检验。
1.2.2.2 第5次拧出试验
为测定第5次拧出值,按规定程序应当仅在第1点和第3点间进行4次。
在第5次旋出过程中,应在旋出螺母的第一个360°内测量出现的最大拧出力矩,该扭矩应等于或大于规定的第5次拧出有效力矩值。
螺母完全选出后,螺母和螺栓螺纹不应损坏。有争议时,检验螺栓应使用环规检验。
非金属嵌件有效力矩型螺母的温度影响
非金属嵌件有效力矩型螺母使用温度在或接近-50℃和+120℃,可能降低有效力矩能力,可能要求使用适当的非金属材料。
本标准规定了一个比较试验,以说明温度对有效力矩型特性的影响。如果适合,可由供需协议。
实验结果和实际服役条件下螺母性能之间没有直接关系。
注:强烈建议开发一个考虑实际服役条件下的试验程序
在环境问题10℃~35℃,将螺母拧入试验螺栓直至(3~5)P完整螺纹露出螺母顶面,但不应产生夹紧力。
将组合件放入+120℃恒温箱,除非另有协议,保持1h后从恒温箱中取出,自然冷却至环境温度。然后,将组合件放入-50℃恒温箱,除非另有协议,保持1h后从恒温箱中取出,自然恢复至环境温度。
将组合件在环境温度下,应按规定测量第4点和第6点间出现的拧出有效力矩。
除非另有协议,测量的最大拧出力矩不应低于规定的数值。
总摩擦系数μtot评定原则
拧紧过程应达到试验夹紧力为相配螺栓保证载荷的80%。为评定总摩擦系数μtot,夹紧力范围确定为保证载荷值的65%~75%。
用65%~75%夹紧力范围对应的摩擦系数平均值计算总摩擦系数μtot。
扫二维码用手机看
 热线:
热线: d-li1@hnair.com
d-li1@hnair.com












 16622728686 16622726868
16622728686 16622726868


