

WASI COLLEGE
WASI 知识分享平台
*网站涉及的素材与资料来源于相关标准、经验知识、集团内参,部分来自网络,仅供参考
表面涂层
阅读更多
欢迎阅读万喜知识分享平台
咨询热线 :022-88829200
如您有任何疑问,欢迎留言
E-mail: info@wasi.com.cn
或 service@wasi.com.cn
非电解锌片涂层常见问题
- 分类:表面涂层
- 发布时间:2022-05-30 10:36:54
- 访问量:0
非电解锌片涂层常见的外观问题
作者 WASI紧固件 话题 表面涂层 外观与性能
► 点击相关问题,获得专业解答 !
原因分析
这些常见的外观状态是什么原因导致的?会不会影响涂层的防腐性能?下面小万就逐一进行分析。首先我们回顾一下非电解锌片涂层的工艺流程,以便我们理解这几个常见外观形态的成因。
1. 采用浸涂工艺的非电解锌片涂层涂覆过程可简单表述为:清洗除油→喷砂除锈→浸入溶液涂覆→料框旋转离心法去除残液→固化(多次涂覆及面涂需重复——涂覆→除残液→固化过程)

2. 非电解锌片涂层在涂覆时均是批量涂覆,几十或上百公斤的紧固件在同一料筐中进行涂覆,涂敷完成后倾倒在传送带上,传送至固化炉固化。固化完成后由转运料筐转运,进行二次或三次涂覆。在涂覆或转运过程中,紧固件之间的碰撞、摩擦不可避免。

上图为典型的涂层磨损示例,很多小伙伴都认为这是漏涂,其实这是涂层中的片状铝组织磨损产生的黑色。真正的漏涂是下图这样的,涂层有明显的剥离,裸露出金属表面。

非电解锌片涂层为复合涂层,由微小的锌片、铝片以及起到粘结作用的聚合物组成。以常见的三涂三烘工艺为例,整个涂层厚度>10μm ,每片大约厚度为0.1μm-0.2μm,工件的镀层大约有50-100层保护膜,即使工件表面出现磨损、镀层不良,划伤几层保护膜也不会影响其防腐性能。
3. 常见的非电解锌片涂层外观问题有表面白斑、粘连斑迹、残液、镀层不良以及色差。
4. 非电解锌片涂层表面出现白斑,实际上是一种用于调节产品表面摩擦系数的透明润滑层碰撞、摩擦形成的。下图为白色斑迹示意图。

下面简单介绍一下白锈,下图为在中性盐雾试验过程中出现白锈的示意图:

白锈是相对于红锈命名的,红锈是金属基体腐蚀呈现的锈蚀产物,红锈如下图:

白锈则是镀锌钝化层的腐蚀产物,也就是说锌腐蚀产生白锈,白锈的主要成分为氢氧化锌。白锈呈白色絮状,结构松散,去除后在镀层表面对应位置会留下黑色斑迹,表明镀层已经失去防腐作用,进一步腐蚀则会呈现红锈状态(如图所示)。非电解锌片涂层表面的白色斑迹与白锈有着本质区别,不属于白锈。
5. 粘连是垫圈类产品在涂覆非电解锌片涂层时极易呈现的一种外观形态。下面这个颇具“艺术感”的图片就是严重表面粘连的示例图:
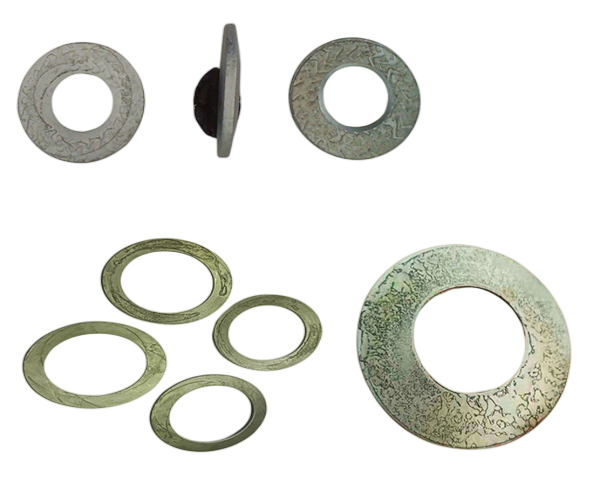
垫片批量浸入涂覆溶液中,由于液体的吸附效应会出现相互粘连,涂层固化后会形成粘结,这一现象在处理锥形弹性垫圈时尤为突显。当然,偶尔也会出现平面上存在粘连的情况,比如,六角螺母的外六角面。

非电解锌片涂层几乎无硬度,因此粘连斑迹不会影响正常装配使用。粘连实际上是涂层表面的多余涂覆液固化形成的,产品本身的涂层并未受到影响,因此不会影响产品的防腐性能。
6. 残液是具有内扳拧结构螺钉、小规格螺钉(M6及以下)和细牙螺栓在涂覆非电解锌片涂层时极易呈现的一种外观状态。残液见下图:

残液最常见于具有内扳拧结构的螺钉处理中,由于内六孔位置较深,涂覆液会有一定的残留。在极特殊情况下,离心去除残液时两支螺钉的头部贴合,导致残液无法靠离心力甩除,造成内六孔位置积存大量涂覆液,见以下内六角圆柱头螺钉示意图。

螺纹位置存在残液是另一种常见的残液形态,常见于螺距较小的螺钉、细牙螺栓、美制极细牙螺栓的涂覆。如,规格M6及以下的螺钉,牙距≤1mm的大规格细牙螺栓,牙距为UNEF、UNS的美制螺栓等在供货之前均需要供需双方协商关于残液的特殊要求。
7. 以下图片中分别为不同批次经过表面处理的产品,左侧涂层呈偏暗的银灰色,右侧涂层呈光亮的银灰色,均满足GB/T 5267.2-2021标准中所描述的银灰色。

色差常见于不同涂覆批次产品,涂覆前生产厂会按照盐雾试验要求进行涂覆液的调配,使用相同涂覆液的产品涂覆后表面颜色可以保持一致。当某一批涂覆液消耗完后生产厂会再次进行涂覆液调配,虽然配置原液使用的搅拌设备相同,用量配比有操作标准可依,但是不同批次配置的原液在涂覆后表面颜色、光泽很难做到完全一致。因此,不同批次涂覆的产品会存在轻微色差。涂层色差属于正常的工艺现象不会影响产品的实际使用以及涂层的防腐性能。
8. 为了检测非电解锌片的涂层是否存在问题,我们以中性盐雾试验为判定基准。(参照GB/T 5267.2-2021 紧固件 非电解锌片涂层,并结合GB/T 10125 规定的中性盐雾试验来评估耐腐蚀性)
|
中性盐雾试验持续时间(无红锈)/h |
涂层体系参考厚度a/μm |
|
240 |
4 |
|
480 |
5 |
|
600 |
6 |
|
720 |
8 |
|
960 |
10 |
|
涂层体系组成(仅包括底涂层、底涂层+表面涂层等)应在订货时规定。 |
|
|
a 参考厚度包括底涂层和表面涂层(如有),有或没有六价铬。 耐腐蚀性应是接收的依据,参考厚度仅供参考。 |
|
依据我司长时间对中性盐雾试验的试验验证,总结而出的经验为:
公称尺寸2≤M≤4-中性盐雾试验时间为72或120小时 ;
公称尺寸4≤M≤6-中性盐雾试验时间为240小时 ;
公称尺寸6≤M≤10-中性盐雾试验时间为480小时;
公称尺寸M≥10-中性盐雾试验时间为720小时。
注:不建议小规格螺钉(M6及以下)表面处理进行非电解锌片涂层。
在规定的试验时间进行中性盐雾试验后,在基体金属上不应有目测可见的金属腐蚀(红锈)。
那么问题来了,有什么方法可以避免非电解锌片涂层出现上述的几种表面状态吗?这时我们可以选用喷涂工艺。

喷涂工艺简单说就是做好前处理以后,用类似喷漆的方式将涂覆液均匀的喷在工件表面,喷涂工艺耗费工时长,生产效率低,成本高昂。一般用于表面积大、形状复杂的工件或自重较大的外螺纹紧固件。
采用喷涂工艺的工件涂层均匀,表面几乎无残液、粘连。当然,如果您想紧固件产品也能这样“美美哒”选用喷涂工艺也是可以的,但请一定要提前告知我们。就像上文小万所解释的,普通浸涂工艺涂覆的产品虽然表面偶尔会出现不美观的状态,但是完全不影响它们的使用和防腐性能,是性价比最优的加工工艺。
标准中对涂层外观问题有明确的规定吗?
GB/T 5267.2-2021紧固件 非电解锌片涂层,附录A.3紧固件和涂层工艺的特定问题一节中列出了每种类型紧固件的主要问题,如螺纹损伤、凹槽填充物、螺纹中颗粒残留(残液、粘连)等。并重点指出了“螺距P<1mm的紧固件进行涂覆时,供需宜达成特别协议”这就是小万在上文中提到规格小于M6的紧固件不建议做非电解锌片涂层的依据,下图是规格为M4的内六角圆柱头螺钉做完非电解锌片涂层的示例:

图片中螺钉的螺纹几乎被涂层残液全部覆盖,虽然只是一个“惨不忍睹”的个例,但是小规格的螺钉因为其牙距过于小,极易造成螺纹内残液堆积,而且很小的牙距会造成前处理的除锈阶段螺纹内除锈不彻底,导致从涂层内部出现锈蚀,影响防腐效果。
特别注意
GB/T 5267.2-2021标准中虽未明确提出哪些紧固件不适用于非电解锌片涂层涂覆,但是依据小万多年来的从业经验,小万很负责的告诉您,弹性件、有配合作用的圆柱销、塞打螺钉等产品是不适合涂覆非电解锌片涂层的。非电解锌片涂层的延展性较差,涂覆到弹性件上,如弹性挡圈、弹性开口销、卡箍等,工件形变时会很大概率造成涂层剥落。圆柱销、塞打螺钉等产品由于对配合精度要求很高,涂覆非电解锌片涂层后会影响装配。
对涂覆非电解锌片涂层的全金属有效力矩型螺母,由于安装扭矩较大,在柠紧过程中会引起涂层划伤甚至磨损、剥落。在这种情况下,应考虑选用可替代的表面涂层或附加润滑。
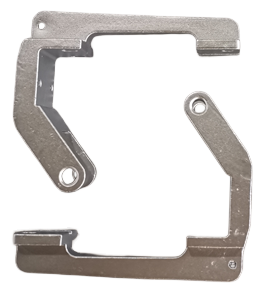
对于非金属嵌件有效力矩型螺母,考虑到固化温度对尼龙锁紧圈的影响,生产厂会采用先涂覆涂层再铆压尼龙锁紧圈的工艺,这就会导致尼龙锁紧圈的铆压位置容易出现涂层磨损甚至剥落,见下图示例:
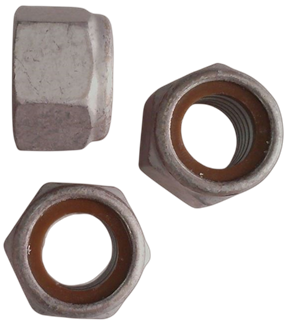
鉴于以上两种情况,建议大家安装完有效力矩型锁紧螺母后在涂层磨损位置刷涂或喷涂防护液。
扫二维码用手机看
 热线:
热线: d-li1@hnair.com
d-li1@hnair.com












 16622728686 16622726868
16622728686 16622726868


