

WASI COLLEGE
WASI 知识分享平台
*网站涉及的素材与资料来源于相关标准、经验知识、集团内参,部分来自网络,仅供参考
紧固件查询工具
阅读更多
欢迎阅读万喜知识分享平台
咨询热线 :022-88829200
如您有任何疑问,欢迎留言
E-mail: info@wasi.com.cn
或 service@wasi.com.cn
螺纹紧固件的安装控制原理
- 分类:通用类
- 发布时间:2022-03-21 11:04:14
- 访问量:0
螺纹紧固件的安装控制原理
作者 WASI紧固件
影响扭-拉关系的因素
螺纹紧固件在拧紧过程中,其扭矩-夹紧力的转化率主要受预紧力、紧固扭矩、摩擦系数以及转角的影响。
影响扭矩-夹紧力关系的主要因素有扭矩、夹紧力、摩擦系数以及转角等方面。
预紧力(Ff)
在连接中,受到工作载荷之前,为了增强连接的可靠性和紧密性,以防止受到载荷后连接件间出现缝隙或者相对滑移而预先加的力,其单位牛(N);螺栓预紧力则是指在拧螺栓过程中拧紧力矩作用下的螺栓与被联接件之间产生的沿螺栓轴心线方向的预紧力。其预紧力的大小受螺栓的拧紧力矩、螺栓与螺母之间的摩擦力、螺母与被联接件之间摩擦力的影响等。
紧固扭矩 (Tf)
紧固扭矩是指为达到初始预紧力,拧紧螺栓或螺母所需要的力矩,单位为N.m。
扭矩系数K则反映了扭矩与初始预紧力的关系,不仅取决于摩擦面的摩擦系数,还取决于螺纹连接副的几何状况。

d—螺纹公称直径 Dw—计算摩擦扭矩的支撑面等效直径
d2—螺纹中径 μw—支撑面摩擦系数
P—螺距 μs—螺纹结合面面摩擦系数
α’—螺纹牙侧角 螺纹牙侧角:螺纹一侧与螺纹横截面的夹角
预紧力、紧固扭矩和扭矩系数的关系可以表示为:Tf=K*Ff*d
摩擦系数(μ)
在螺纹紧固件连接副中摩擦系数是指发生在螺栓头部支撑面、螺纹结合面等所消耗的扭矩系数;
转角(A)
基于一定的扭矩作用下,使螺栓再产生一定的轴向伸长量或连接件被压缩而需要转过的螺纹角度。

螺纹紧固件的安装控制方法
工作性能优良的锁紧螺母,对螺栓公差应具备良好的适应性。
扭矩控制法
扭矩法是利用扭矩值和预紧力的线性关系进行控制的方法。扭矩法的目标值是一个确定好的紧固扭矩,即为下图中的TfA。当达到这一设定的控制扭矩时,则立即停止拧紧的控制方法。下图反映了紧固扭矩与预紧力的关系,可见下图。
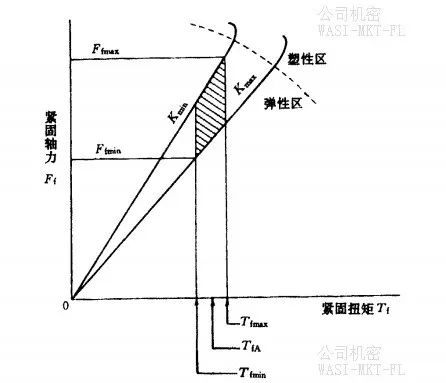
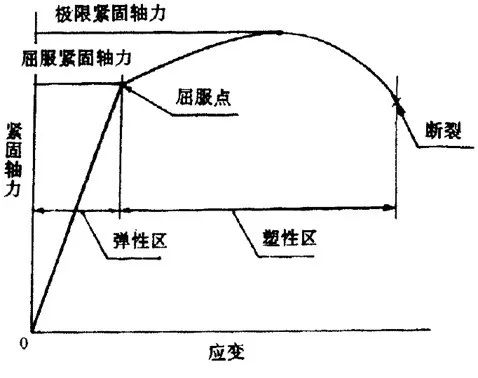
扭矩法主要用在弹性区。由下方轴力-应变曲线图可以看出,在弹性区,紧固轴力与应变呈线性关系,而在塑性区因预紧力离散度大的特点,紧固轴力与应变呈曲线特征。扭矩法的主要特点是利用二者的线性关系对紧固扭矩进行控制,故其主要用在弹性区。
扭矩法优缺点
优点
◆ 只对紧固力矩Tf做控制,操作简便,易于用扭矩传感器或高精度扭矩扳手来检查拧紧质量。
缺点
◆ 所获得的预紧力不精确,即使对相同的产品施加相同的拧紧力矩,其预紧力的偏差也可能高达±25%,主要是由于紧固扭矩约有90%左右被螺纹和支撑面的摩擦所消耗,初始预紧力的离散度则随着拧紧时摩擦损耗等因素的控制程度而发生变化,因而离散度较大。
◆ 因为在弹性区使用,该方法不能充分利用材料的潜力。
扭矩-转角控制法
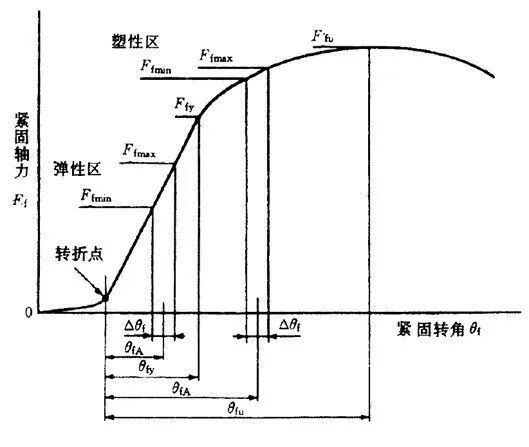
转角法是将螺栓与螺母的相对回转角度作为指标进行初始预紧力的控制方法,可在弹性区和塑性区使用。转角法的目标值是一个规定的紧固转角。一般情况下,此方法是先施加一个不大的扭矩后再用转角法控制。精度可控制在±15%。
θf—Ff曲线斜率急剧变化时,随着转角的设定误差,预紧力的离散度变大。在被连接件和螺栓的刚性较高的场合,对弹性区的紧固不利;对塑性区的紧固,初始预紧力的离散主要取决于紧固时螺栓的屈服点,转角误差对其影响不大,故具有可最大限度地利用螺栓强度的优点(可获得较高的预紧力)。但由于螺栓的螺纹部分及杆部发生塑性变形,对螺栓塑性差的及螺栓反复使用的场合应考虑其适用性。对预紧力过大,会使被连接件受损的情况,则必须对螺栓的屈服点及抗拉强度的上限值进行规定。紧固转角与预紧力的关系如下图:

扭矩-转角控制法的优缺点
优点:可最大限度地利用螺栓强度的优点,获得较高的预紧力。
缺点:控制系统较复杂,要测量扭矩和转角两个参数。
扭矩斜率法(屈服点控制法)
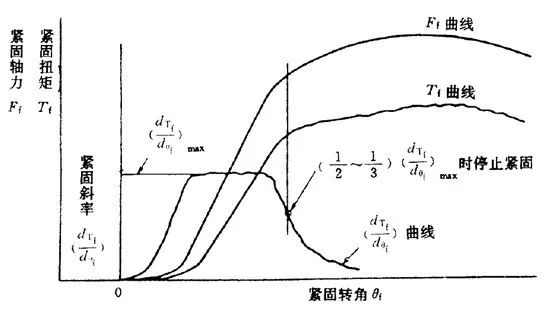
扭矩斜率法是以θf—Ff曲线(图4)中的扭矩斜率(dTf/d θ f)值的变化作为指标进行初始预紧力的控制方法。精度可控制在±8%。该方法一般在初始预紧力离散小且可最大限度的利用螺栓强度的情况下使用。由于该方法对初始预紧力的控制与塑性区的转角法相同,所以,需要对螺栓的屈服点进行严格控制。
扭矩率控制法原理
是当螺栓变形处于弹性变形阶段时,其扭矩率基本保持不变,当螺栓发生塑性变形后,其扭矩率明显下降,当扭矩率下降到一定程度(螺栓屈服)时,停止拧紧。紧固转角相对应的预紧力及紧固扭矩如下图:
扭矩斜率法的优缺点
优点:拧紧精度非常高,预紧力误差可以控制在±8%以内;但其精度主要取决于螺栓本身的屈服强度。
缺点:拧紧过程需要对扭矩和转角曲线的斜率进行动态的、连续的计算和判断,控制系统的实时性、运算速度等都有较高的要求。
对于预紧力的测算
为计算连接副中螺栓的预紧力,目前也有直接对螺栓预紧力进行测量的设备。在测试系统中,螺栓预紧力可以采用超声波直接实时测量。其主要利用超声波横波、纵波声时与温度和螺栓轴力变形的关系曲线,实时测算出螺栓装配紧固轴力、预紧力等。该设备适用于对预紧力测量精度较高的场合。对于一般工况现场,也可以使用本文介绍的三种安装控制方法。
扫二维码用手机看
 热线:
热线: d-li1@hnair.com
d-li1@hnair.com












 16622728686 16622726868
16622728686 16622726868


